
Visual Testing
Visual testing usually utilizes miniature, robotic, or flexible cameras to examine areas inaccessible under normal circumstances. Examples include using a wheeled crawler which carries a pan-and-tilt camera up to thousands of yards down a small diameter pipe, or a waterproof pan-tilt-zoom camera to inspect radioactive spent fuel rods in a spent fuel pool of a nuclear reactor, or perhaps a flexible, articulating borescope to inspect the turbine blades of a jet engine. The main categories of VT include microscopy, fiberscopes, boroscopes, crawlers, pan-tilt-zoom (PTZ) cameras, and flying drones. Commonly viewed indications, or imperfections, include corrosion, pitting, cracking, obstructions, dislocations, and leaks.
RADIOGRAPHY TESTING
RT uses penetrating gamma and X-ray radiation that creates an image of the inside of a surface, for example the wall of a steel pipe. The X-rays are generated by an electronic generator or an isotope source of radioactive material, usually created from spent nuclear fuel. X-ray film or an electronic collector is placed behind the part, and when exposed to the X-rays traveling through the part, creates a visible image similar to a medical X-ray.
The level of radiation required to shoot through metal parts is quite high, making RT a potentially dangerous discipline, and is highly regulated to ensure safety. Common indications found are voids, cracks, internal corrosion, stress corrosion cracking, and defective welds. CT, or computed tomography, is becoming ever more popular, allowing inspectors to use radiographic testing to create 3D images of the internal structure of a solid part.


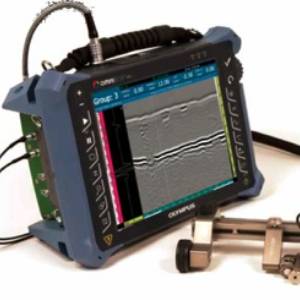
ULTRASONIC TESTING
Ultrasonic testing is the most common form of NDT used in industry. Similar to an ultrasound used in medicine, UT uses high frequency sound waves that travel through material to create a signal or image showing the internal structure of the material. The simplest form of UT is thickness measurement where the thickness of material can be measured to evaluate the remaining life of a pipe or tank. More complex methods, including pulse echo, time-of-flight diffraction, and shear wave, measure the reflected sound waves returning to the probe and, using complex calculations, create 3D images of the internal structure of a part.
UT is useful for both metallic and composite parts, making it a very important disciplines to find cracks, voids, delamination, and other indications in modern construction for aerospace, wind power, and automotive inspection.
MAGNETIC PARTICLE TESTING
MT is completed by inducing a magnetic field in a ferromagnetic material and covering the excited part with iron particles. The particles may be dry or suspended in a fluid. Defects in the surface like voids and cracks cause disruptions in the magnetic field lines of the part, and force the iron particles to concentrate at the indications due to magnetic flux leakage. MT makes it easy to see cracks and other defects in the surface of a part that would normally be too small to see by eye alone. Common indications found with MT include cracks, pits, voids, and sometimes even indications below the surface.


LIQUID PENETRANT TESTING
PT is one of the oldest methods of finding indications in parts which are not visible by eye. This method utilizes a fluorescent or vividly colored dye that glows brightly when exposed to UV light. To complete this method, a part is coated with the fluorescent dye and then wiped clean. A developer, a liquid which activates the color or fluorescence, is then applied to the surface. When brightly lit or lit with a UV lamp, excess dye will remain in cracks and voids on the surface, making many types of indications easy to see by eye.
LEAK TESTING
Leak testing is used extensively in industry, construction, and municipal infrastructure to ensure the safety of gas lines, boilers, oil pipelines, and many other high-pressure and hazardous material storage applications. Techniques include many simple and complex methods that generally provide a go/no-go evaluation of an installed system. Tanks and vessels are leak and pressure tested by filling with water and pressurizing to operating pressures, with the water preventing dangerous and catastrophic failure should the test fail. Soap bubble testing is commonly used on installed gas lines to see small gas leaks on gas lines. Testing for hydrogen gas lines is much more complex due to the small size of a hydrogen molecule, so electronic sniffing and sampling devices are often used for this application. Other methods include penetrant testing, audio and listening devices, and electronic monitoring.


FERRITE TESTING
Ferrite testing is an active, inexpensive and exact method to measure delta ferrite content in austenitic and duplex stainless steels. Proper ferrite content delivers a balance between ductility, toughness, corrosion resistance and cracks prevention.
Heat, pressure and caustic environments require materials and welds with very high metallurgical integrity. A correct ferrite measurement can help to avoid both solidification cracking and corrosion in stainless steel welds, pipes, plates, pressure vessels, and petrochemical components.
When ferrite content is too high, stainless steel can lose ductility, toughness, and corrosion resistance – especially at high temperatures. If ferrite content is too low, stainless steel welds become disposed to hot cracking or solidification cracks.
In duplex stainless steel welds, a deficit of ferrite content can also reduce weld strength and contribute to the development of stress corrosion cracks.
Ferrite testing is a necessary process to avoid material failure in duplex stainless steel. If the ferrite content is too high or low, it is harmful for the material. If the ferrite content is high, the chance of corrosion increases. Ferrite testing equipment is also an affordable method of testing compared to other methods.
PORTABLE HARDNESS TESTING
Hardness is a characteristic of a material, not a fundamental physical property. It is defined as the resistance to indentation, and it is determined by measuring the permanent depth of the indentation.


Phased Array Ultrasonic Testing
Phased array ultrasonic (PA) is an advanced method of ultrasonic testing that has applications in medical imaging and industrial nondestructive testing. … The beam is controllable because a phased array probe is made up of multiple small elements, each of which can be pulsed individually at a computer-calculated timing.
Time Of Flight Diffraction
TOFD is an advanced method of ultrasonic testing that has applications in medical imaging and industrial nondestructive testing Instead of amplitude, TOFD uses the time of flight of an ultrasonic pulse to determine the position and size of a reflector. In a TOFD system, a pair of ultrasonic probes sits on opposite sides of a weld.

EDDY Current Testing
Eddy-current testing (also commonly seen as eddy current testing and ECT) is one of many electromagnetic testing methods used in nondestructive testing (NDT) making use of electromagnetic induction to detect and characterize surface and sub-surface flaws in conductive materials
Internal Rotary Inspection System(IRIS)
Internal rotary inspection system (IRIS) is an ultrasonic method of the nondestructive testing of pipes and tubes. The IRIS probe is inserted into a tube that is flooded with water, and the probe is pulled out slowly as the data is displayed and recorded. The ultrasonic beam allows detection of metal loss from the inside and outside of the tube wall.

Post Weld Heat Treatment
Post weld heat treatment (PWHT) is a controlled process in which a material that has been welded is reheated to a temperature below its lower critical transformation temperature, and then it is held at that temperature for a specified amount of time. The need for PWHT is mostly due to the residual stresses and micro-structural changes that occur after welding has been completed. During the welding process, a high temperature gradient is experienced between the weld metal and the parent material. As the weld cools, residual stress is formed. For thicker materials, these stresses can reach an unacceptable level and exceed design stresses. Therefore, the part is heated to a specified temperature for a given amount of time to reduce these stresses to an acceptable level. In addition to residual stresses, micro structural changes occur due to the high temperatures induced by the welding process. These changes can increase hardness of the material and reduce toughness and ductility. The use of PWHT can help reduce any increased hardness levels and improve toughness and ductility to levels acceptable for design.